- English
- 简体中文
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी

Forstå laboratorieværdier: Den sande måde at læse farve på - tre kerneparametre til kontrol af farveforskelle i ingeniørplast
"Er en ΔE på 2,1 på kolorimeterrapporten acceptabel eller ej?"
"Kunden siger, at Lab-værdierne er slået fra, men farverne ser næsten ens ud for mig."
Disse spørgsmål hører vores tekniske team hver dag. I ingeniørplastindustrien bedømmes farveforskellen ikke længere med det blotte øje alene. Uanset om det er automotive interiørdele, 3C elektroniske huse eller industrielle strukturelle komponenter, inkluderer kunder næsten altid en farveforskelles acceptstandard, der klart angiver: ΔE ≤ 0,5, med L, a, b-værdier inden for specificerede tolerancer.
Så hvad er egentlig L, a og b? Og hvorfor er de mere pålidelige end visuel inspektion? I dag vil vi forklare disse tre parametre på sproget for teknisk plastproduktion.

I. Farvens "Koordinatsystem": Laboratoriets farverum
Forestil dig, at for at lokalisere en placering på et kort, skal du bruge længdegrad, breddegrad og højde. Lab-farverummet er det "tredimensionelle koordinatsystem" for farve.
Etableret af Den Internationale Kommission for Belysning (CIE) i 1976, er det fortsat den globale guldstandard for farvemåling. Enhver farve kan være unikt placeret i dette tredimensionelle rum ved hjælp af et sæt koordinater (L, a, b).
• L-værdi (Lightness) : Går fra 0 til 100. L=100 er ren hvid, L=0 er ren sort. I ingeniørplast er en sort del, der ser grålig ud, eller en hvid del, der bliver gullig, i det væsentlige en ændring i L-værdien.
• en værdi (rød-grøn farvetone): Positive værdier indikerer rød, negative værdier indikerer grøn. Når en flammehæmmende ABS, der skal være lys rød, bliver til en "kedelig murstensrød", er a-værdien sandsynligvis problemet.
• b-værdi (gul-blå farvetone): Positive værdier indikerer gul, negative værdier indikerer blå. b-værdien er den mest "følsomme" parameter - materialer som PBT, PC og nylon er tilbøjelige til at gulne under højtemperaturbehandling. Når b-værdien skifter positivt, bliver delen synligt "gul".
II. Tre tal, tre almindelige "farveforskellesymptomer"
På produktionsgulvet diagnosticerer vi hurtigt grundlæggende årsager gennem ændringer i laboratorieværdier:
1. Stor afvigelse i L-værdi – Prioriter kontrol af materialetilstand og støbeproces.
• Høj L-værdi (for hvid/bleg): Muligvis lav formtemperatur eller utilstrækkelig titaniumdioxid i farvemasterbatchen.
• Lav L-værdi (for mørk): Mulig materialenedbrydning (overdreven eksponering ved høje temperaturer) eller dårlig udluftning af skimmelsvamp.
2. Stor afvigelse i en værdi – Prioriter kontrol af materialeformuleringen.
• Positivt skift i en værdi (rødlig): Almindelig i flammehæmmende materialer, hvor det flammehæmmere nedbrydes ved høje temperaturer, hvilket forårsager farvestofmisfarvning.
3. Stor afvigelse i b-værdi – Prioriter kontrol af tørreforhold og indsprøjtningstemperatur.
• Positivt skift i b-værdi (gullig): Den mest almindelige årsag er overtørring eller for høj smeltetemperatur. Nylonmaterialer er særligt følsomme - en b-værdidrift på 0,5 er synligt "gullig" for det blotte øje.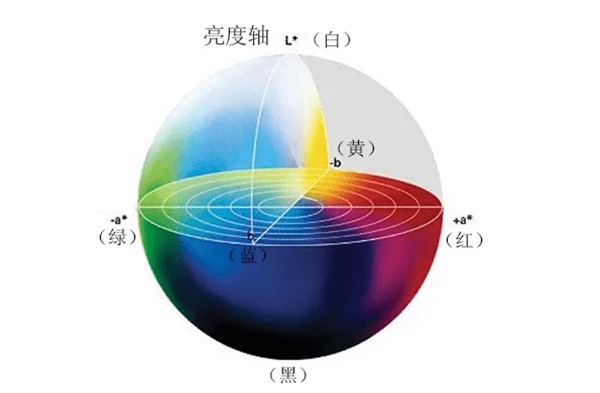
III. Hvad er ΔE? Hvorfor kan vi ikke stole på ΔE alene?
ΔE er den kombinerede afvigelse over L-, a- og b-dimensionerne, beregnet som:
ΔE = √[(ΔL)² + (Δa)² + (Δb)²]
Den bruger et enkelt tal til at opsummere "total farveforskel", hvilket gør hurtig bedømmelse let. Problemet er dog: Den samme ΔE kan repræsentere meget forskellige farveafvigelser.
For eksempel:
• Tilfælde A: ΔL=1,0, Δa=0, Δb=0 → ΔE=1,0 (lidt for hvid)
• Tilfælde B: ΔL=0,6, Δa=0,6, Δb=0,6 → ΔE≈1,04 (afvigelser i alle tre retninger)
Begge har næsten den samme ΔE, men Case B er mere "kompleks" og kan virke "mudder" med det blotte øje. Derfor skal professionel farveforskelkontrol tage hensyn til både ΔE og individuelle tolerancer. En almindelig standard for indvendige dele til biler er: ΔE < 1,0, med |ΔL| < 0,5, |Δa| < 0,5, |Δb| < 0,5.
IV. Hvor kommer farveforskellen fra? Fire almindelige kilder
Baseret på mange års erfaring med at betjene kunder falder de vigtigste kilder til farveforskelle i fire kategorier:
1. Materialebatchvariation – Forskellige partier af ingeniørplast kan have små forskelle i grundfarve. Selv for den samme kvalitet er et batch-til-batch b-værdiudsving på 0,3-0,5 for POM ikke ualmindeligt.
2. Tørreproces ude af kontrol - Materialer som nylon, PET og PC er følsomme over for fugt. Under- eller overtørring kan forårsage gulfarvning. I et tilfælde øgede en operatør tørretemperaturen fra 80°C til 100°C, hvilket fik b-værdien til at hoppe fra 1,2 til 2,8, hvilket skrottede en hel batch.
3. Sprøjtestøbningsprocesdrift – Små ændringer i modtryk, skruehastighed, injektionshastighed, holdetryk, formtemperatur osv. kan ændre smelteflow og krystallisationsadfærd, hvilket påvirker farveudseendet. Glasfiberforstærkede materialer er særligt følsomme.
4. Målemiljøforskelle – Forskellige kolorimetre, lyskilder, måleåbninger eller endda det tryk, som operatøren påfører, kan påvirke aflæsningerne. Kunder og leverandører skal blive enige om en ensartet målestandard (f.eks. D65 lyskilde, 10° observationsvinkel).
V. Konklusion: Farve kan styres
I ingeniørplast er farve ikke længere et mysterium. De tre tal L, a og b gør den subjektive følelse "Jeg tror, farven er forkert" til den objektive kendsgerning: "L-værdi overskrider tolerance med 0,6, b-værdi med 0,8." At forstå de fire kilder til farveforskelle hjælper os med at forhindre problemer, før de opstår.